|
TSC TTP-2410M
1、TSC TTP2410M條碼打印機各部位介紹
1.1 LED輔助警示燈/液晶顯示屏/面板操作按鍵/打印出紙口/前方面板/打印機右側掀蓋

1.2 碳帶回收軸/回收碳帶釋放鈕/碳帶導板/打印頭/橡膠滾輪/打印頭釋放桿/標簽導紙桿/標簽卷固定桿/標簽供應軸/碳帶供應軸/標簽緩沖器/標簽寬度調整器

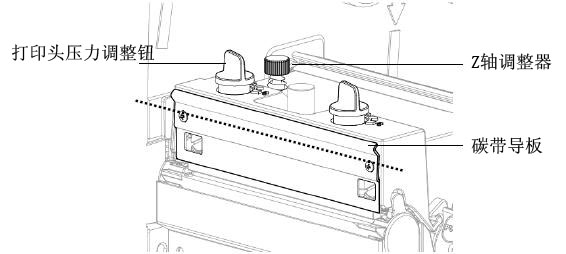
1.3 Z軸調整器/打印頭壓力調整鈕/打印頭固定旋鈕/碳帶感應器/標簽感應器

1.4 折疊標簽紙進紙口/并口/USB口/RS232C口/電源插座/GPIO接口/SD卡插槽/Ethernet接口/PS2接口/電源開關

1.5 LED輔助警示燈/LCD顯示屏/面板操作按鍵

TTP-2410m操作面板功能
| 項目 |
功能 |
| POWER指示燈 |
熄:打印機電源關閉;亮:打印機電源開啟 |
| ONLINE指示燈 |
亮:打印機在"Ready"狀態;閃爍:暫停或正在下載資料到打印機 |
| ERROR指示燈 |
熄:打印機在"Ready"狀態;亮:打印頭釋放桿開啟或裁刀錯誤;閃爍:標簽用盡、卡紙或碳帶用盡 |
| MENU按鍵 |
①進入功能選項;②從功能選項中離開或回到上一層選項 |
| PAUSE按鍵 |
暫停/取消暫停 |
| FEED按鍵 |
進一張標簽 |
| UP按鍵 |
往上卷動選取 |
| DOWN按鍵 |
往下卷動選取 |
| SELECT按鍵 |
進入/設定所選取的功能 |
2、TSC TTP2410M條碼打印機安裝說明
2.1 標簽紙安裝
① 掀起打印機右側掀蓋;
② 推開打印頭釋放桿,打開打印頭座架;
③ 將標簽卷固定桿水平移動到底,扳平;
④ 將標簽卷安裝于標簽供應軸,豎起標簽卷固定桿并調整至適當位置使其輕觸紙卷外緣;
⑤ 使標簽紙穿過標簽導致桿上方及標簽緩沖器下方,并使標簽紙通過標簽感應器(綠色),向打印頭出口拉出;

⑥ 調整標簽寬度調整器,使其適于標簽寬度;
⑦ 關閉打印頭座架并確認打印頭座架已完全關閉;
⑧ 請依紙張類別設定適當的感應器類型并校正標簽感應器;
注意:只要您更換不同類型的標簽紙,請再重新做一次感應器校正。
2.2 碳帶安裝
① 掀起打印機右側掀蓋;
② 推開打印頭座架釋放桿,打開打印頭座架;
③ 將碳帶安裝于碳帶供應軸;
④ 使碳帶前端穿過碳帶感應器(黑色),并向前穿過;

⑤ 將碳帶平整無褶皺的纏于碳帶回收軸上;
⑥ 用手卷動碳帶回收軸3-5圈使碳帶完全呈現平滑張緊狀態為止;
⑦ 關閉打印頭座架并確認打印頭座架已完全關閉;

2.3 移除使用過的碳帶
① 將碳帶剪斷;
② 依圖示按下回收碳帶釋放鈕;

③ 將使用過的碳帶移除;
2.4 剝紙模式安裝紙-選配
2.4.1 裝紙
① 掀起打印機右側掀蓋并開啟打印頭座架;
② 將標簽卷固定桿水平移動到底后扳平;
③ 將標簽紙卷安裝于標簽供應軸,豎起標簽卷固定桿并調整至適當位置使其輕觸紙卷外緣;
④ 使標簽紙穿過標簽導紙桿上方及標簽緩沖器下方,并使標簽紙通過標簽感應器(綠色),向打印頭出口拉出;
⑤ 調整標簽寬度調整器,使其適于標簽寬度;
⑥ 使用控制面板依紙張類別設定適當的感應器類型并校正標簽感應器,并把標簽往出紙口拉出約650mm的長度;
⑦ 將剝紙滾輪開啟桿往下方扳下開啟;

⑧ 將標簽從橡膠滾輪和剝紙滾輪中間的間隙穿過,拉到標簽回收軸;
⑨ 將標簽紙平整的纏于標簽回收軸上。用手逆時針卷動回收軸3-5圈,使標簽完全呈現平滑張緊狀態為止;
⑩ 將剝紙滾輪開啟桿往上方扳起關閉,并關閉打印頭座架;
⑾ 將剝紙感應器轉到出紙口方向;
⑿ 自動剝紙功能將啟動,請按FEED按鍵測試;
注意:只要更換不同類型的標簽紙,請再重新做一次感應器校正,且須于裝設底紙回收軸之前做校正,以避免“卡紙”的情況產生。
2.4.2 移除標簽底紙
① 將底紙剪斷;
② 按下回收標簽底紙釋放鈕;
③ 將標簽底紙移出;
2.5 調整鈕
2.5.1 打印頭壓力調整鈕

打印頭壓力調整鈕分五段調節打印濃度。因該打印機的紙張是靠機器的左邊對齊,打印頭打印時所需的壓力將因紙張的寬度而異,因此需調整打印頭壓力調整鈕,才能獲得最佳的打印品質,例如,當紙寬為4英寸,請同時調整左右兩個打印頭壓力調整鈕為相同設定值。當紙寬為2英寸或小于2英寸,請調整左邊打印頭壓力調整鈕整至較大的數字刻度,并將右邊打印頭壓力調整鈕調整至較小的數字刻度。
2.5.2 打印頭調整鈕

打印頭調整鈕用來微調打印頭加熱線與橡膠滾輪的相對位置(前移或后移),以得到最佳的打印品質。
注意:不正確的調整會造成不佳的打印品質與打印機毀損,請小心使用。
打印頭加熱線的位置出廠時均已調到最佳的打印位置,適用于打印一般用途的紙張(例如:銅版紙與厚度小于0.2mm的紙張)。一般使用時該調整鈕并不需特別做調整,若打印不清晰時可先調整打印濃度或改變壓力設定來改善打印品質。
對于厚度大于0.2mm的紙張(如吊牌),若打印品質不夠清晰,可能打印頭加熱線不在最佳位置。請先增加打印頭壓力并且以逆時針方向轉動打印頭調整鈕來微調加熱線位置,然后再打印,反復此調整動作直到打印內容清晰為止。
3、TSC TTP2410M條碼打印機內建功能(按MENU鍵進入)

3.1 Setup(設定)

3.1.1 Print Setup(打印設定)(TSPL2)
3.1.1.1 Speed(打印速度)
使用此選項可設定打印機的打印速度,調整范圍4-10ips之間,每次增減間距為1ips
注意:當使用標簽編輯軟件或是打印機驅動程序打印時,軟件或驅動程序會送出SPEED指令且控制面板上SPEED設定值即被改變。
3.1.1.2 Density(打印濃度)
使用此選項可設定打印機的打印濃度,調整范圍0-15之間,每次增減間距為1ips,需依您的打印標簽紙做調整。
注意:當使用標簽編輯軟件或是打印機驅動程序打印時,軟件或驅動程序會送出DENSITY指令且控制面板上DENSITY設定值即被改變。
3.1.1.3 Direction(列印方向)
使用此選項可設定打印機的打印方向,打印方向的設定值為1或0。

注意:當使用標簽編輯軟件或是打印機驅動程序打印時,軟件或驅動程序會送出DIRECTION指令且控制面板上DIRECTION設定值即被改變。
3.1.1.4 Print Mode(打印模式)
使用此選項可設定打印機的打印出紙模式,出廠預設值為可撕紙模式。
| 打印機模式 |
功能 |
| None(不撕紙模式) |
打印完標簽紙后,下一張標簽紙不會出紙到撕紙位置,因此下一張打印時會直接打印,而不會先回拉紙張再打印。 |
| Batch Mode(可撕紙模式) |
打印完標簽紙后,下一張標簽紙會出紙到撕紙位置,可做撕紙的動作,但下一張打印時會先回拉紙張再打印 |
| Peeler Mode(剝紙模式) |
啟動剝紙功能 |
| Cutter Mode(裁切模式) |
啟動裁刀模式 |
| Cutter Batch(整批裁切模式) |
打印完標簽后,才裁切紙(一批) |
注意:當使用標簽編輯軟件或是打印機驅動程序打印時,軟件或驅動程序會送出所設定的指令則控制面板上的設定值即被改變。
3.1.1.5 Offset(偏移量調整)
此選項可微調標簽紙停止位置。特別是在使用剝紙或裁刀功能時,可用來調整標簽停止位置,在打印下一張時標簽會將原來多推出或少推出的部分以回拉方式補償回來。
注意:當使用標簽編輯軟件或是打印機驅動程序打印時,軟件或驅動程序會送出OFFSET指令且控制面板上OFFSET設定值即被改變。
3.1.1.6 Shift X ;Shift
Y(X軸打印線;Y軸打印線 調整)
可微調標簽打印位置及標簽停止位置。
注意:當使用標簽編輯軟件或是打印機驅動程序打印時,軟件或驅動程序會送出SHIFT指令且控制面板上SHIFT設定值即被改變。
3.1.1.7 Reference X ;Reference
Y(X軸參考點;Y軸參考點)
設定標簽紙上的相對于原點的參考點坐標。
注意:當使用標簽編輯軟件或是打印機驅動程序打印時,軟件或驅動程序會送出REFERENCE指令且控制面板上REFERENCE設定值即被改變。
3.1.1.8 Code Page(字元集)
使用此選項可設定打印機的Code Page。
注意:當使用標簽編輯軟件或是打印機驅動程序打印時,軟件或驅動程序會送出所設定的指令且控制面板上的設定值即被改變。
3.1.1.9 Country(國碼)
使用此選項可設定打印機的country code。
注意:當使用標簽編輯軟件或是打印機驅動程序打印時,軟件或驅動程序會送出所設定的指令且控制面板上的設定值即被改變。
3.1.2 Print Setup(打印設定)(ZPL2)
3.1.2.1 Darkness(打印濃度)
此選項可設定打印機打印濃淡,調整范圍0-30之間,每次增減間距為1,出廠設定值16,需依您的打印標簽紙做調整。
注意:當使用標簽編輯軟件或是打印機驅動程序打印時,軟件或驅動程序會送出指令且控制面板上的設定值即被改變。
3.1.2.2 Print Speed(打印速度)
使用此選項可設定打印機速度。每次增減間距為1。
注意:當使用標簽編輯軟件或是打印機驅動程序打印時,軟件或驅動程序會送出指令且控制面板上的設定值即被改變。
3.1.2.3 Tear Off(取紙位置)
此選項可用來微調標簽紙停止位置,特別是在使用剝紙或裁刀功能時,可用來調整標簽停止的位置,在打印下一張時標簽會將原來多推出或少推出的部分以回拉方式補償回來。出廠預設值為+000。
注意:當使用標簽編輯軟件或是打印機驅動程序打印時,軟件或驅動程序會送出指令且控制面板上的設定值即被改變。
3.1.2.4 Print Mode(打印模式)
使用此選項可設定打印機的打印出紙模式,出廠預設值為撕紙模式。
| 打印機模式 |
功能 |
| Tear off(撕紙模式) |
打印完標簽紙后,下一張標簽紙會出紙到撕紙位置,可做撕紙的動作,但下一張打印時會先回拉紙張再打印 |
| Peel off(剝紙模式) |
啟動剝紙功能 |
| Cutter |
啟動裁刀功能 |
注意:當使用標簽編輯軟件或是打印機驅動程序打印時,軟件或驅動程序會送出指令且控制面板上的設定值即被改變。
3.1.2.5 Print Width(打印寬度)
使用此選項可設定打印機的可打印寬度。
注意:當使用標簽編輯軟件或是打印機驅動程序打印時,軟件或驅動程序會送出指令且控制面板上的設定值即被改變。
3.1.2.6 List Fonts(打印字型清單)
使用此選項可打印打印機可用字型清單于標簽紙上。字型存儲于打印機中的DRAM,Flash記憶體或選配件的記憶卡中。
3.1.2.7 List Images(打印影像清單)
使用此選項可打印被儲存于打印機DRAM,Flash記憶體或選配件的記憶卡中的可用影像清單。
3.1.2.8 List Formats(打印標簽清單)
使用此選項可打印被儲存于打印機DRAM,Flash記憶體或選配件的記憶卡中的標簽格式清單。
3.1.2.9 List Setup(打印設定組態)
使用此選項可打印目前打印機的內部設定。
3.1.2.10 Control Prefix(控制字元符號)
使用此選項可設定控制字元符號。
3.1.2.11 Format Prefix(格式字元符號)
使用此選項可設定格式字首字元。
3.1.2.12 Delimiter Char(區隔字元符號)
使用此選項可設定分隔字元。
3.1.2.13 Media Power Up(電源開啟模式)
使用此選項可以設定打印機電源開始后對標簽紙所要采取的動作,打印機預設時為無動作。
| 選項 |
功能 |
| Feed(進紙) |
打印機開機后自動進一張紙 |
| Calibration(感應器校正) |
打印機開機后會自動做感應器校正的動作并將紙送到校正好的位置 |
| Length(偵測標簽長度) |
打印機開機后自動偵測標簽長度并將紙送到偵測好的位置 |
| No Motion(無動作) |
打印機開機后不會移動耗材 |
3.1.2.14 Head Close(打印頭開閉模式)
使用此選項可以設定打印機打印頭架座關閉后對標簽紙所要采取的動作,打印機預設時為無動作。
| 選項 |
功能 |
| Feed(進紙) |
打印機打印頭關閉后,按FEED鍵會進一張紙 |
| Calibration(感應器校正) |
打印機打印頭關閉后,按FEED鍵會做標簽紙感應器校正動作并將紙送到校正好的位置 |
| Length(偵測標簽長度) |
打印機打印頭關閉后,按FEED鍵會做標簽紙長度偵測動作并將紙送到偵測好的位置 |
| No Motion(無動作) |
打印機打印頭關閉后不會有動作 |
3.1.2.15 Label Top(標簽起始位置)
使用此選項可以調整在標簽上的垂直打印位置。打印機預設值為+000,可調整范圍-120~+120dots。
3.1.2.16 Label Top(左起始位置)
使用此選項可以調整在標簽上的水平打印位置。打印機預設值為+000,可調整范圍-9999~+9999dots。
3.1.3 Sensor(感應器設定)
3.1.3.1 Status(感應器狀態)
此選項可以查看打印機的感應器狀態。
3.1.3.2 Calibration(感應器校正)
此選項可以依照所使用的標簽紙來設定感應器的偵測模式及校正所選取的感應器,建議只要更換不同類型的標簽紙,就要再重新做一次感應器(紙張)校正。
3.1.3.2.1 Gap Mode(間隙格式)
注意:當使用標簽編輯軟體或是打印機驅動程序打印時,軟體或驅動程序會送出GAP或BLINE指令且控制面板上GAP或BLINE設定值即被改變。
①Automatic(自動間隙校正)
當進入此選項時,您將看到打印機會進2-3張標簽進行感應器校正動作。
②Manual(自動間隙校正)
當間隙感應器自動校正失敗時,請進行手動校正間隙感應器程序。此動作可微調感應器的發射強度值(Intension)。
當進入此選項時,請依下列步驟設定:
 按DOWN鍵可左右移動游標位置,按UP鍵可設定“0”到“9”的數值及“dot/mm/inch”的單位。按下SELECT鍵完成所欲校正的標簽紙張高度的設定。 按DOWN鍵可左右移動游標位置,按UP鍵可設定“0”到“9”的數值及“dot/mm/inch”的單位。按下SELECT鍵完成所欲校正的標簽紙張高度的設定。
 按DOWN鍵可左右移動游標位置,按UP鍵可設定“0”到“9”的數值及“dot/mm/inch”的單位,設定標簽紙間隙的尺寸。 按DOWN鍵可左右移動游標位置,按UP鍵可設定“0”到“9”的數值及“dot/mm/inch”的單位,設定標簽紙間隙的尺寸。
 開啟打印頭座架,移除1-2張標簽紙后將剩下的底紙置于將標簽感應器下方,按下SELECT鍵設定底紙的“Ref.Level”值。 開啟打印頭座架,移除1-2張標簽紙后將剩下的底紙置于將標簽感應器下方,按下SELECT鍵設定底紙的“Ref.Level”值。
 之后,將標簽紙(連同底紙)置于將標簽感應器下方,按下SELECT鍵設定其“Ref.Level”值。 之后,將標簽紙(連同底紙)置于將標簽感應器下方,按下SELECT鍵設定其“Ref.Level”值。
 當LCD顯示Complete即表示感應器已校正完成。此時按下SELECT鍵LCD顯示屏幕會回到上一層選單。 當LCD顯示Complete即表示感應器已校正完成。此時按下SELECT鍵LCD顯示屏幕會回到上一層選單。
③Pre-Printed(半自動間隙校正)
此功能選項會執行自動間隙校正前先設定標簽紙的高度及間隙尺寸,如此可以提高自動感應器校正的精確度。
當進入此選項時,請依下列步驟設置:
按DOWN鍵可左右移動游標位置,按UP鍵可設定“0”到“9”的數值及“dot/mm/inch”的單位。按下SELECT鍵完成所欲校正的標簽紙張高度的設定。
按DOWN鍵可左右移動游標位置,按UP鍵可設定“0”到“9”的數值及“dot/mm/inch”的單位,設定標簽紙間隙的尺寸。
之后,打印機會進2-3張標簽進行感應器校正動作,當校正完成后LCD顯示器會回到上一層選單。
3.1.3.2.2 Bline Mode(黑標格式)
注意:當使用標簽編輯軟體或是打印機驅動程序打印時,軟體或驅動程序會送出GAP或BLINE指令且控制面板上GAP或BLINE設定值即被改變。
①Automatic(自動黑標校正)
當進入此選項時,您將看到打印機會進2-3張標簽進行感應器校正動作。
②Manual(手動黑標校正)
當黑標感應器自動校正失敗時,請進行手動校正黑標感應器程序,此功能可根據感應器下為空白標簽紙或黑標作為微調感應器的發射強度值(Intension)調整。
當進入此選項時,您可見下面的字樣于屏幕,請依下列步驟設定:
按DOWN鍵可左右移動游標位置,按UP鍵可設定“0”到“9”的數值及“dot/mm/inch”的單位。按下SELECT鍵完成所欲校正的標簽紙張寬度的設定。
 按DOWN鍵可左右移動游標位置,按UP鍵可設定“0”到“9”的數值及“dot/mm/inch”的單位,設定標簽紙間隙的尺寸。 按DOWN鍵可左右移動游標位置,按UP鍵可設定“0”到“9”的數值及“dot/mm/inch”的單位,設定標簽紙間隙的尺寸。
 開啟打印頭座架,將標簽上有黑標的地方置于感應器下方,按下SELECT鍵設定黑標的“Ref.Level”值。 開啟打印頭座架,將標簽上有黑標的地方置于感應器下方,按下SELECT鍵設定黑標的“Ref.Level”值。
 之后,將標簽沒有黑標的地方置于感應器下方,按下SELECT鍵設定黑標的“Ref.Level”值。 之后,將標簽沒有黑標的地方置于感應器下方,按下SELECT鍵設定黑標的“Ref.Level”值。
注意:正常的狀況下有黑標的“Ref.Level”數值要比無黑標的數值大超過128,如果手動偵測失敗可以偵測黑標時按UP和DOWN鍵去加強感應器的發射強度值(Intensity)使黑標和沒黑標的情況下的“Ref.Level”數值差異加大。
 當LCD顯示Complete即表示感應器已校正完成。此時按下SELECT鍵LCD顯示屏會回到上一層選單。 當LCD顯示Complete即表示感應器已校正完成。此時按下SELECT鍵LCD顯示屏會回到上一層選單。
注意:如果標簽紙上有印刷的字樣或商標圖案在感應器偵測器路徑上,這將可能會影響到感應器偵測標簽的正確性,在此情況下請將標簽上印有字樣或商標圖案的地方移開感應器偵測路徑。
③Pre-Printed(半自動黑標校正)
此功能選項會于執行自動黑標校正前先設定標簽紙的高度及黑標的尺寸。如此可以提高自動感應器校正的精確度。
當進入此選項時,您可見下面的字樣于屏幕,請依下列步驟設定:
按DOWN鍵可左右移動游標位置,按UP鍵可設定“0”到“9”的數值及“dot/mm/inch”的單位。按下SELECT鍵完成所欲校正的標簽紙張寬度的設定。
按DOWN鍵可左右移動游標位置,按UP鍵可設定“0”到“9”的數值及“dot/mm/inch”的單位,設定標簽紙間隙的尺寸。
 之后,打印機會進2-3張標簽進行感應器校正動作,當校正完成后LCD顯示器會回到上一層選單。 之后,打印機會進2-3張標簽進行感應器校正動作,當校正完成后LCD顯示器會回到上一層選單。
3.1.3.2.3 Cont. Mode(連續紙格式)
3.1.4 Serial Comm.(串口設定)
3.1.4.1 Baud Rate(傳輸速率)
此選項可設定打印機RS-232的傳輸速率,出廠設定值為9600bps。
3.1.4.2 Parity(同位元檢查)
此選項可設定打印機RS-232的同位元檢查,出廠預設值為“None”。
3.1.4.3 Data Bits(數據位數)
此選項可設定打印機RS-232的數據位數,出廠預設值為8。
3.1.4.4 Stop Bits(停止位數)
此選項可設定打印機RS-232的停止位數,出廠預設值為1。
3.1.5 Ethernet(以太網路設定)
此選項可查看及設定以太網路卡,在安裝以太網路卡的情況下,屏幕上會顯示此功能選項。
3.1.5.1 Status(狀態)
此功能可以查詢以太網路卡設定的狀態;IP地址,MAC地址
3.1.5.2 Configure(設置)
此功能可用來設定打印機的IP地址。
3.1.5.2.1 DHCP(自動取得IP地址)
按SELECT鍵打印機將會自動取得IP地址并重新開機設定。
3.1.5.2.2 Static IP(指定IP地址)
設定好后,按SELECT鍵打印機將會存儲設定的數值并重新開機設定。
3.2 Diagnostics(打印機診斷)
3.2.1 Print Config(打印設定組態)
在打印設定組態功能中,可用來檢查打印頭的打印品質及打印出打印機的內部設定。

3.2.2 Dump Mode(除錯模式)
在這個模式之下,從電腦中傳送的所有資料將會被打印在兩個欄中,兩欄文字中的左方欄位顯示的就是接收到得文字,而右方欄位顯示的就是對應的十六進位數值。
3.2.3 Rotate Cutter(旋轉裁刀)
使功能適用于當裁刀發生卡紙的情況時可旋轉切刀中的刀片方向,按UP鍵可讓裁刀正轉,按DOWN鍵可讓裁刀反轉,可幫助移除卡于裁刀中的標簽紙張。
3.3 Language(語言)
此選項可設定液晶顯示屏所顯示的語言。出廠預設值為English。
3.4 Service(服務)
此選項可做打印機初始化及查看已打印公里數。
3.4.1 Initialization(打印機預設值)
打印機初始化會將打印機設定值回復到出廠預設值。
注意:當打印機初始化后請再重新校正紙張感應器(間隙/黑標)
| Parameter(參數) |
Default setting(預設值) |
| Speed(速度) |
6ips |
| Density(濃淡) |
8 |
| Label Width(標簽寬度) |
101.6mm |
| Label Height(標簽高度) |
101.6mm |
| Sensor Type(感應器類型) |
Gap sensor |
| Gap Setting(間隙設定) |
3mm |
| Print Direction(打印方向) |
0 |
| Reference Piont(參考點/打印偏移量) |
0,0 |
| Offset(紙張偏移量) |
0 |
| Print mode(打印模式) |
Batch mode |
| Serial Port Settings(串口設定) |
9600bps,none parity,8 data bits,1 stop bit |
| Code Page(字元集) |
850 |
| Country Code(國碼) |
001 |
| Clear Flash Memory(清除Flash記憶體資料) |
No |
| Shift(紙張及打印偏移量) |
0 |
| Gap sensor sensitivity(間隙感應器偵測強度) |
3(將會重設,需要再校正間隙感應器的靈敏度) |
| Bline sensor sensitivity(黑標感應器偵測強度) |
2(將會重設,需要再校正黑標感應器的靈敏度) |
| Language(語言) |
英文 |
| IP address(IP地址) |
DHCP |
3.4.2 Mileage Info(里程資訊)
此功能可查看此打印機已打印里程數。
4、TSC TTP2410M條碼打印機診斷工具(Diagnostic Tool)
Diagnostic Tool是一方便使用的視窗界面的工具程式,透過該程序可查看目前打印機的狀態及設定值,圖檔、程序、字型檔案的下載及Firmware更新、產生及下載點所需的點陣字型,指令傳送等,由此工具程序,客戶能更容易了解打印機的狀態及排除打印機使用上的問題。
4.1 啟用Diagnostic Tool工具程序
①請將鼠標移至Diagnostic Tool圖像,左鍵進入。
②開啟后主畫面可看到4個管理頁面(Printer Configuration/File Manager/Bitmap Font Manager/Command Tool)。

4.2 打印機組態設定(感應器校正、設定以太網、設定打印機、RTC時間參數....)
①選取電腦與打印機之間的連接介面。
②按下“打印機組態”中所欲做的功能設定。
③打印機組態設定管理頁面中的打印機功能簡介如下:
| 功能 |
說明 |
| 感應器校正(Calibrate Sensor) |
感應器校正 |
| 網絡設定(Ethernet Setup) |
設定以太網路 |
| RTC設定(RTC Time) |
設定打印機RTC時間參數 |
| 列印測試頁(Print Test Page) |
打印測試頁 |
| 打印機重新啟動(Reset Printer) |
重新啟動打印機 |
| 打印機初始化(Factory Default) |
恢復出廠預設值并重開機 |
| 除錯模式(Dump Text) |
進入打印機除錯模式 |
| 忽略AUTO.BAS(Ignore AUTO.BAS) |
忽略AUTO.BAS檔案 |
| 打印自測頁(Configuration Page) |
打印自測頁 |
4.3 用打印機診斷工具(Diagnostic Tool)設定以太網路
①連接電腦及打印機到局域網中
②將打印機電源開啟
③打開DiagTool.exe工具
④于通訊界面處選取“ETHERNET”后按下設定鍵去設定IP,子網絡遮罩

⑤按下“尋找裝置”鍵可尋找有在區域網絡上的打印機
⑥請于左側選取欲設定的打印機,相對應的IP地址會出現于右側的“IP地址/打印機名稱”處
⑦按下“更改IP地址”可設定指定IP地址或自動取得IP地址(DHCP)
此IP設定的出廠預設值為“自動取得IP地址”,如需改變IP地址請選擇“指定IP地址”并輸入欲設定的IP,子網路遮罩和通信閘,之后按下“設定IP”鍵設定
使用者也可于此處改變打印機名稱,于打印機名稱處輸入欲改變的名稱之后按下“設定打印機名稱”即可
注意:按下“設定打印機名稱”鍵或“設定IP”后,打印機將會重新設定其設定值
⑧按下“離開”鍵即可離開此TCP/IP Setup畫面回到打印機診斷工具的主畫面
“工廠預設值”鍵
按下此鍵可將IP設定改回出廠預設的自動取得IP地址(DHCP)和重設打印機名稱
“網頁設定”鍵
除了使用此打印機診斷工具(Diagnostic Tool)來做設定之外,使用者也可透過IE或Firefox以開啟網頁的方式去設定、查看或更新打印機Firmware。此功能提供使用者可透過區域網絡遠距設定打印機。
5、TSC TTP2410M條碼打印機故障排除
5.1 常見問題
| 問題 |
可能因素 |
解決方法 |
| 電源指示燈不亮 |
交流電之插座插頭及電源供應器的插頭與打印機之插座并未正確連接;打印機電源開關沒開啟 |
檢查電源接頭并確認交流電之插座及電源供應器的插頭是否與打印機正確連接,開啟電源開關 |
 |
打印頭架座未關閉 |
請關閉打印頭架座 |
 |
碳帶用盡 |
安裝新碳帶 |
| 碳帶安裝路徑不正確 |
請參照碳帶安裝的各項步驟重新進入安裝 |
 |
標簽紙用盡 |
安裝新標簽紙 |
| 標簽安裝路徑不正確 |
請參考標簽安裝的各項步驟重新進行安裝 |
| 間隙/黑標感應器偵測不正確 |
重新校正標簽感應器 |
 |
間隙/黑標感應器偵測不正確 |
重新校正標簽感應器 |
| 標簽紙尺寸設定不正確 |
設定正確的標簽尺寸 |
| 可能有標簽紙堵在打印機機構內部 |
清潔機構內部 |
 |
剝紙功能正常 |
①已裝設剝紙模塊下,剝紙功能正常顯示,請移除已剝出的標簽;②請確認剝紙模組已安裝;③請確認剝紙模塊的連接頭連接正確 |
 |
①裁刀卡住;②沒裝設裁刀模組;③裁刀PCB損壞 |
①在已裝設裁刀模組的情況下出現此以情形,可按up和down按鍵去旋轉調整裁刀恢復到正常位置;②移除標簽紙;③請確認標簽紙厚度是否符合標準:200g/㎡以內(標準型裁刀);300g/㎡以內(工業型裁刀);④更換裁刀PCB |
| 無法打印 |
* 查看傳輸線是否有連接妥當到打印機的接口
* 串口線內的pin 腳非1 對1的型式 |
* 重新連接傳輸線
* 如果是使用串口接口
- 請確認打印機中的傳輸速率設定值為9600,n,8,1
* 如果是使用以太網連接(Ethernet)
- 請確認Ethernet RJ-45 綠/橘燈有亮
- 請確認再經由Ethernet RJ-45傳輸線傳輸資料時是橘燈閃爍
- 請確認當使用DHCP模式下打印機有取得IP地址
- 請確認當使用固定IP時IP地址設定是正確的
- 請等待數秒讓打印機與伺服器取得聯系,之后再確認一次IP地址
* 更換新的傳輸線
* 使用的碳帶及標簽不匹配
* 確認碳帶油墨面是否安裝正確
* 重新安裝碳帶
* 清潔打印頭
* 打印機打印濃度設定不正確
* 打印頭的連接線連接不良,請關閉打印機電源,
重新連接一次打印頭連接線
* 請確認步進馬達的連接線是否連接正確
* 請確認打印程序中的PRINT指令于檔案的最后及必須有CRLF在每一行指令的最后 |
| 記憶體空間已滿(FLASH/DRAM) |
* FLASH/DRAM記憶體空間已滿 |
* 清除FLASH / DRAM 內部不必要的檔案
* TTP-2410M DRAM最多可存放256個檔案
* 使用者于DRAM 中可存放最大容量為TTP-2410M:2048 KB
* FLASH最多可存放256個檔案
* 使用者于FLASH中可存放最大容量為TTP-2410M:6656KB |
| SD記憶卡無法使用 |
* SD 記憶卡損壞
* SD 記憶卡插入不正確
* 使用到未經驗證的制造商所生產的SD卡 |
* 請使用容量有支持的SD記憶卡
* 請重新插入安裝的SD記憶卡
* 請使用經過驗證的SD記憶卡 |
| PS/2串口無法使用 |
* 沒先將打印機電源關閉就直接連接PS/2介面鍵盤
* PS/2 介面鍵盤已損壞
* PS/2 介面鍵盤連接線沒插好
* 無.BAS 檔案在打印機中 |
* 先將打印機電源關閉再連接PS/2介面鍵盤
* 重新連接PS/2介面鍵盤的連接線
* 請確認鍵盤是否可使用的
* 請確認打印機中有載入.BAS檔案 |
| 打印品質不佳 |
* 碳帶及標簽紙安裝不正確
* 打印頭上有灰塵或黏膠劑堆積
* 打印濃度設定不當
* 打印頭損壞
* 使用的碳帶及標簽不匹配
* 打印頭壓力設定不恰當 |
* 更換耗材
* 清潔打印頭
* 清潔橡膠滾輪
* 調整打印機打印濃度和打印速度
* 打印出自測頁,查看判斷是否為打印頭損壞,如果是打印頭損壞,請更換打印頭
* 更換適合的碳帶或適合的標簽紙
* 調整打印頭壓力調整鈕
- 如果打印出的標簽是左側太淡,請調整提高左側的壓力調整鈕的數值,如果其數值已經是5,而左側的印出的還是太淡,請將壓力調整鈕的數值調回1,然后調整Z軸調整器找出最佳的壓力設定。
- 如果打印出的標簽是右側太淡,請調整提高右側的壓力調整鈕的數值,提升打印品質。
* 如果標簽的厚度超過0.22mm可能會造成打印品質不夠好,請先增加打印頭壓力并且以逆時針方向轉動打印頭調整鈕來微調加熱線位置,然后再打印,反復此調整動作直到打印內容清晰為止。
* 確認打印頭座架已完全關閉 |
| LCD面板是暗的且按鍵無反應 |
主機板和LCD面板之間的連接線可能松脫 |
請確認主機板和LCD面板之間的連接線是牢固連接完全的 |
| LCD面板是暗的但LED燈是亮的 |
打印機初始化不成功 |
重新開關打印機電源;初始化打印機 |
| LCD面板是暗的,LED燈是亮的,且標簽一直不斷出紙 |
LCD面板的連接線可能松脫或插反 |
請確認連接線是否連接正確及完全 |
| 碳帶卡住感應器無動作 |
連續線頭松脫 |
請確認連接線是牢固連接安全的 |
| 碳帶結束感應器無動作 |
連續線頭松脫;感應器被灰塵覆蓋 |
請確認連續線是牢固連接完全的;使用氣刷清除感應器上的灰塵 |
| 剝紙感應器無動作 |
剝紙感應器沒位于正確的位置;連接線頭松脫 |
請確認標簽紙有經過剝紙感應器;請確認連接線是牢固連接完全的 |
| 裁刀無動作 |
連接線松脫 |
請確認連接線是牢固連接完全的 |
| 當打印機打印出紙時不穩定(歪斜) |
標簽寬度調整器沒調整使其適于標簽寬度 |
*如果標簽紙是往右側偏移,請往左調整標簽寬度調整器;*如果標簽紙是往左側偏移,請往右調整標簽寬度調整器 |
| 當打印時發生跳紙的情況 |
*標簽尺寸設定不對或不完全;*更換標簽沒重新校正感應器;*標簽感應器被灰塵覆蓋造成偵測不正確 |
*請確認標簽尺寸設定是正確的;*請重新校正標簽感應器;*使用氣刷清除感應器上的灰塵 |
| 打印小標簽時打印位置不正確 |
標簽感應器設定不正確 |
重新校正標簽感應器 |
| 標簽尺寸設定不正確 |
設定正確的標簽尺寸及標簽間隙尺寸 |
| LCD內建功能中的Shift Y(Y軸打印線)參數設定不正確 |
請進入【MENU】到【SELECT】×3 到【DOWN】×6 到【SELECT】中設定正確的Shift Y參數 |
| 在打印機驅動中的標簽樣式里的垂直位置(Vertical offset)設定不正確 |
如果是使用Bartender軟體,請于打印機驅動中設定垂直位移(vertical offset) |
| 左邊印出位置不正確 |
標簽尺寸設定錯誤 |
設定正確的標簽尺寸 |
| LCD內建功能中的Shift X(X軸打印線)參數設定不正確 |
請進入【MENU】到【SELECT】×3 到【DOWN】×5 到【SELECT】中設定正確的Shift X參數 |
| 左右兩邊欲打印內容遺失 |
標簽尺寸設定不正確 |
設定正確的標簽尺寸 |
| 當重新啟動打印機后RTC時間不正確 |
電池沒電 |
請確認主機板上的電池 |
| 多介面傳輸小板無動作 |
小板安裝不正確 |
請確認小板是否正確的插于主機板 |
| Power和Error LED燈快速閃爍 |
電源開關開啟/關閉過快 |
關閉打印機電源并等到3個LED燈都熄滅后再重新開啟電源 |
| 褶皺問題 |
*打印頭壓力不均;*碳帶安裝不正確;*標簽紙安裝不正確;*打印濃度不正確;*標簽紙進紙不正確 |
*打印頭壓力不均,調整;*請設定適合的標簽打印濃度;*請調整標簽寬度調整器使其適于標簽寬度 |
| 黑色標簽紙出現灰色線條 |
打印頭上有贓污 |
清潔打印頭 |
| 橡膠滾輪有臟污 |
清潔橡膠滾輪 |
| 打印不穩定 |
打印機在Hex Dump mode模式下 |
將打印機重新開關機,跳出dump mode模式 |
| 串口設定不正確 |
重新設定RS-232 |
5.2 褶皺說明及排除
打印機于出貨前皆已完成所有的測試,所以在一般正常使用下是不會出現褶皺的問題。會有此情況出現跟所使用的標簽紙厚度、打印頭壓力不均、特殊規格的碳帶、打印濃度的設定等因素有關,當出現褶皺時請依照下述方法調整。
5.2.1 褶皺出現的方向為右上到左下

■ 透過壓力調整鈕方式調整

打印頭壓力調整鈕一共有五段調節,順時針旋轉可增加打印頭壓力,逆時針旋轉可減低打印頭壓力。如果在標簽紙上的褶皺方向是由右上到左下,此情況即表示右側壓力大于左側。
請依以下步驟調整:
⑴減少右側壓力調整鈕值,每一次減少一段,且試打印一張標簽查看褶皺是否已排除。
⑵若右壓力調整鈕值已經為最低值1,則順時針旋轉左壓力調整鈕使其壓力值增加,每次調整以1段為其基準并試打印查看。
⑶若左壓力調整鈕值已調整至最大值5,仍無法解決波折問題,則將左右壓力鈕值回復到1,再順時針旋轉Z軸調整。

調整Z軸時的注意事項:
※Z軸調整器的工廠出貨預設位置為逆時針轉到頂
※開始調整時,請順時針旋轉Z軸至略為緊瑟的狀態
※若仍無法解決波折的情形,則以每次1/4圈順時針調整
※若因Z軸旋轉太多造成波折的方向由“右上到左下”變為“左上到右下”時,則將Z軸以逆時針方向往回修正調整。
5.2.2 褶皺出現的方向為左上到右下

■ 透過壓力調整鈕方式調整

打印頭壓力調整鈕一共有五段調節,順時針旋轉可增加打印頭壓力,逆時針旋轉可減低打印頭壓力。如果在標簽紙上的褶皺方向是由左上到右下,此情況即表示左側壓力大于右側。
請依以下步驟調整:
⑴減少左側壓力調整鈕值,每一次減少一段,且試打印一張標簽查看褶皺是否已排除。
⑵若左壓力調整鈕值已經為最低值1,則順時針旋轉左壓力調整鈕使其壓力值增加,每次調整以1段為其基準并試打印查看。
6、TSC TTP2410M條碼打印機簡易保養
進行此簡易打印機保養維護程序以確保打印的品質,亦可延長打印機的壽命,以下是我們建議的一些保養維護。
6.1 請使用下面列舉的工具來清潔保養您的打印機:
●棉花棒(打印頭清潔筆)
●棉布
●吸塵工具或氣刷
●100%酒精(工業酒精)
6.2 清潔保養步驟
| 清潔部分 |
步驟 |
建議清潔頻率 |
| 打印頭 |
①請將打印機電源開關;②請打印頭冷卻至少一分鐘;③用棉花棒蘸取100%的酒精擦拭打印頭表面 |
當更換一卷新標簽紙時 |
 |
| 橡膠滾輪 |
①請將打印機電源關閉;②一邊轉動橡膠滾輪,一邊仔細的用棉布或棉花棒蘸取100%的酒精擦拭 |
當更換一卷新標簽紙時 |
| 撕紙片,剝紙片 |
使用棉布蘸取100%的酒精擦拭 |
當有需要時 |
| 感應器 |
使用氣刷或吸塵器將感應器上的灰塵清除 |
每月 |
| 機器外部 |
使用濕棉布擦拭 |
當有需要時 |
| 機器內部 |
使用氣刷或吸塵器將機器內的灰塵清除 |
當有需要時 |
注意:
● 請勿直接用手接觸打印頭,如不小心手觸摸到,請用棉花棒蘸取100%的酒精擦拭
● 請使用工業用酒精。請勿使用藥用酒精,藥用酒精可能會損害打印頭
● 如果您打印機頻繁出現錯誤訊息,請經常清理您打印機的感應器
標簽
條碼標簽
碳帶
|
